购票订单
我的门票
我的展位
登录/注册
首页
国内展会
展馆中心
展会日历
新闻资讯
400-667-1796
返回
PTFE结构与ePTFE膜生产工艺
Invalid Date
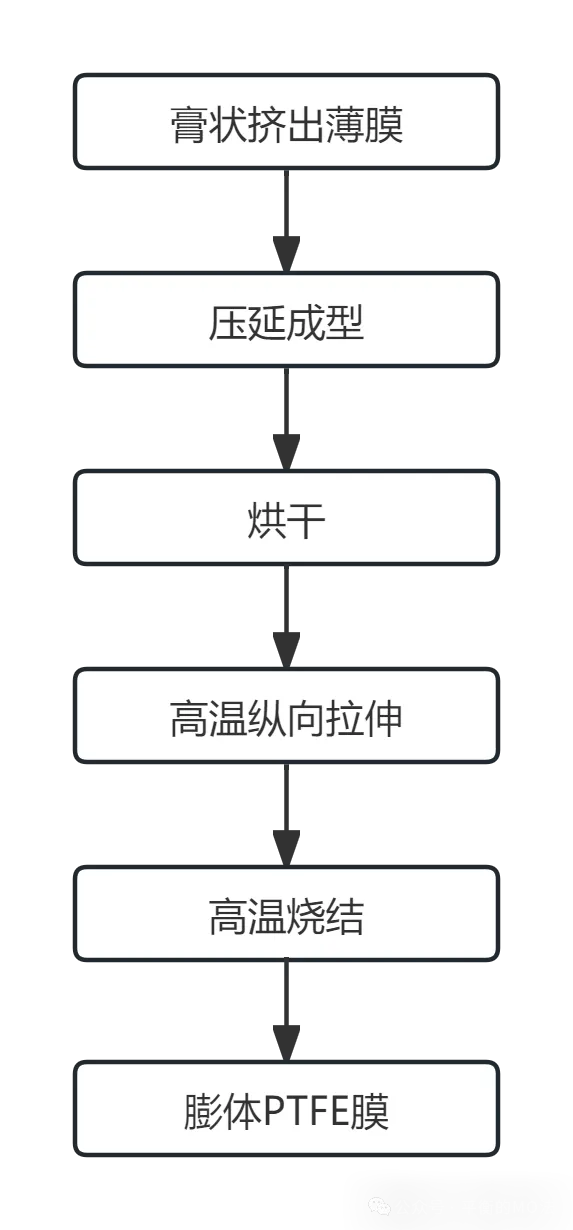
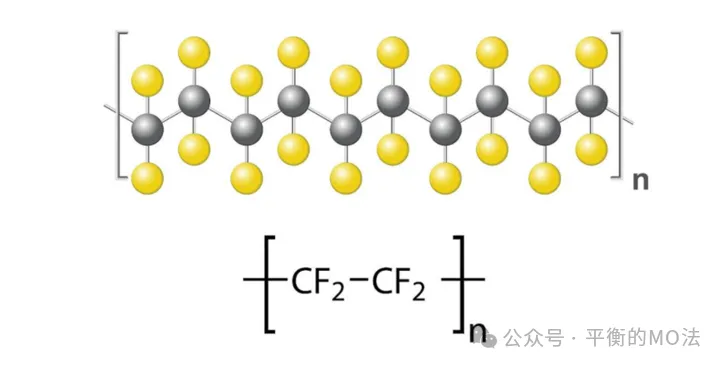
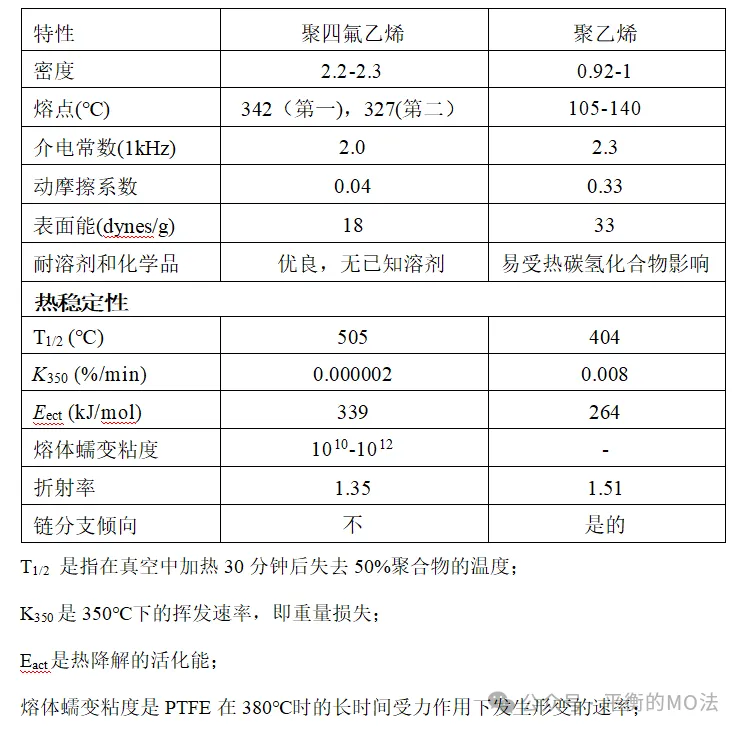
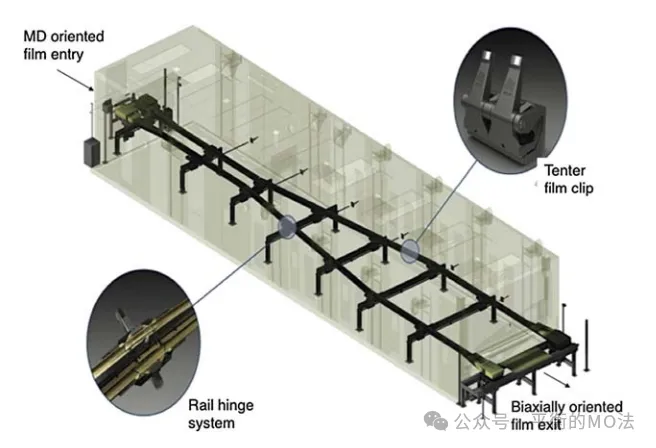
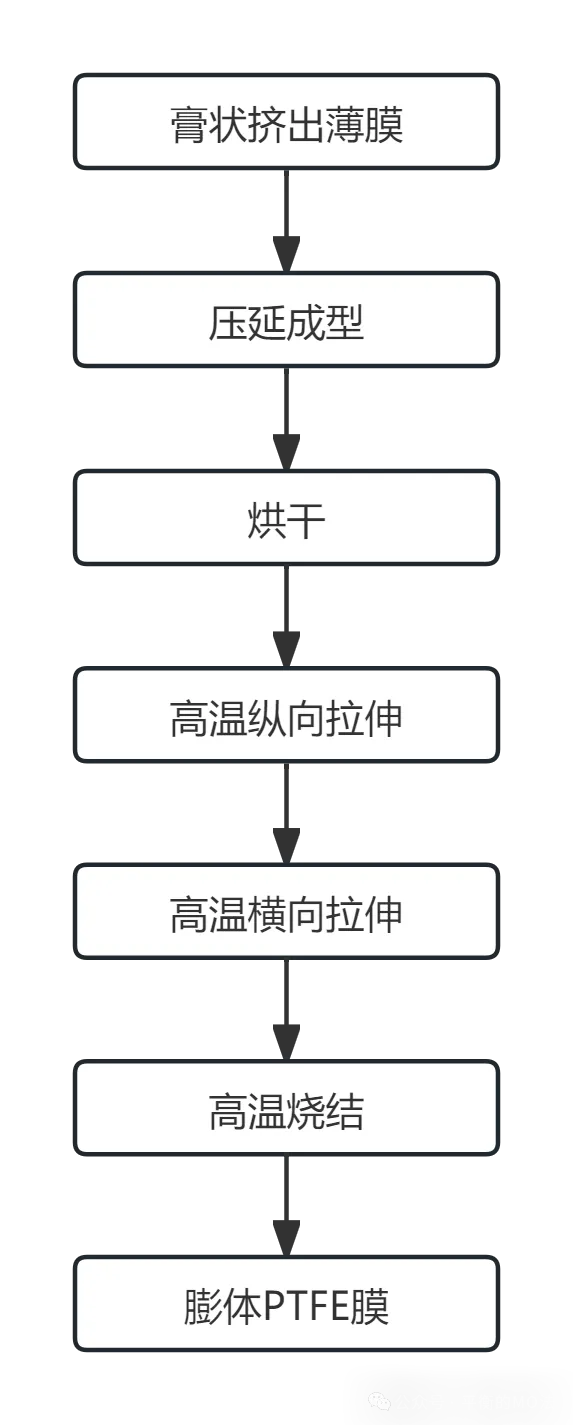
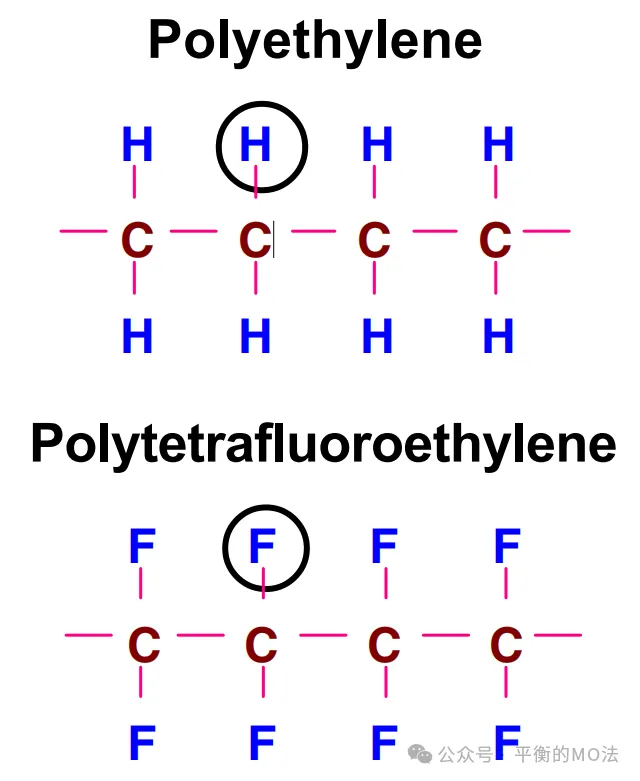
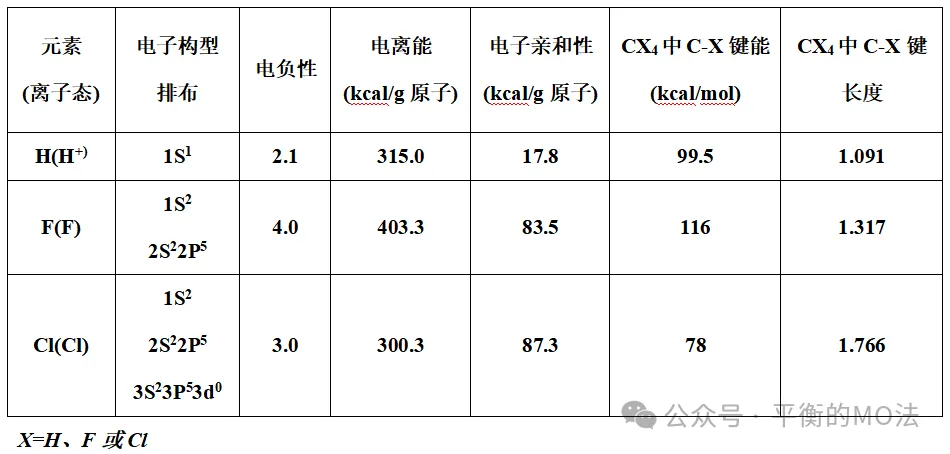
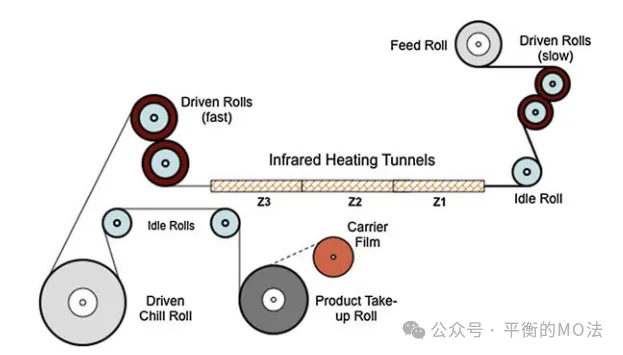
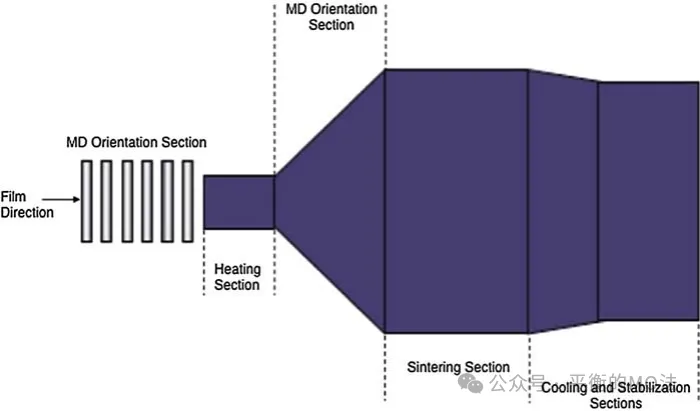
聚四氟乙烯分子式 PTFE的内在结构 以及这种结构带来的特性 从聚四氟乙烯的分子式可以看出,C-F键是其主要结构。 氟是一种高度活泼的元素,具有所有元素中最高的电负性(在0.7至4的相对标度上为4),氟替代氢后化合物性质的变化可以归因于C-F键和C-H键之间的差异。可以用一个简单的方式来描述这个问题:对比聚乙烯(PE)和聚四氟乙烯(PTFE)之间的差异。 这两种化学结构在形式上看很相似,但PTFE中的氢被氟取代导致了PE的几何结构发生了扭曲: PE与PTFE分子 比较C-F键和C-H键。表2.1总结了F和H在电子性质和大小方面的关键差异。 F元素和H元素的差异 比较氟和氢时,可以注意到几个相关差异: ① 氟是所有元素中最具电负性的。 ② 氟拥有未共享的电子对。 ③ 氟更容易转化为其离子形式F-。 ④ C-F键比C-H键更强。⑥ 氟比氢大。 C-H键和C-F键的极性差异影响这两种聚合物(PTFE和PE)链的构象相对稳定性。聚乙烯(PE)的结晶在平面和反式构象中发生,聚四氟乙烯(PTFE)的晶体结构,即-(CF2)n-,比较不同,它有许多晶体形态,并且在远低于熔点时,晶体中的分子运动相当剧烈。在极高压力下,PTFE才能被迫进入平面构象(相III)。相比之下,在19℃以下,PTFE以大约每重复距离0.169nm的不协调螺旋形结晶,因此需要13个碳原子来完成180度的转动。在19℃以上,重复距离增加到0.195nm,这意味着完成180度转动将需要15个碳原子。在19℃以上的温度下,链能够进行角度位移,并且这种角度位移在30℃以上的温度时会增加,直到达到熔点(342℃)。 商用的聚乙烯(PE)熔点在100至140℃之间,这取决于分支的程度,相比之下,聚四氟乙烯(PTFE)的熔点为327℃(第一熔点342℃)。 按照常理,PTFE中较弱的分子间力应该导致较低的熔点,或者由于PTFE极高的分子量,最多导致稍高的熔点。但实际上PTFE的熔点要比PE高得多。虽然尚未完全搞清楚PTFE中导致其高熔点的分子间力的性质,但大概率就是因为PE和PTFE在分子结构构象和晶体结构上的差异。氟原子比氢原子大得多,PTFE中的链条活性比PE中的要小。由于氟原子尺寸带来的空间排斥作用,阻止了PTFE形成类似PE的平面之字形构象,而呈现螺旋形,空间排斥作用实现了最小化。 PTFE不溶于常见的溶剂,用高电负性的氟替代氢使得PTFE与质子化物质不相溶。PTFE仅吸收少量的全卤代溶剂,如四氯化碳和四氯乙烯。PTFE在溶剂中的不溶性是其在许多应用中最重要的特性之一,例如在用于处理腐蚀性化学品的衬里管道和其他衬里设备中。 总之,F和C-F键的特性决定了PTFE的高熔点、低溶解度、高热稳定性、低摩擦和低表面能。这也是ePTFE防水透气膜能够在各行业中广泛应用的原因之一。 Medtec China 2024 将于2024年9月25-27日在上海世博展览馆1&2号馆举办,并将在现场举办 技术论坛C:医疗器械生产过程中的塑模成型技术 。本次会议将重点讨论塑模成型的主要技术及材料应用,使之更加匹配医疗器械的生产制造。 限时免费 参观预登记已开启 ,立即扫码下方二维码注册参观。 扫码立即免费参观 Medtec China 12月25-27日 ePTFE膜的生产工艺 ePTFE膜是在PTFE基础上经过拉伸制作而成,即膨化过程。拉伸工艺分为纵向(机器走向)和横向(垂直于机器走向)拉伸。 ① 纵向拉伸 其它 纵向拉伸工艺流程图 拉伸前须制备原料:选择合适PTFE树脂挤出成薄膜。挤出的薄膜根据最终用途的选择是否进行压延。再进行烘干过程,将薄膜中的润滑剂去除掉。 随后将挤出物在纵向上通过辊轮进行膨胀。在高温下(<320°C)对烘干后的挤出物进行纵向拉伸,形成由节点和微纤维组成的ePTFE结构。该过程的关键组件包括进料辊,驱动慢辊,多区烘干隧道炉(区域1-3),驱动快辊,以及冷却辊和收卷辊。 进料辊将干燥的PTFE挤出料送到拉伸设备中,起始于驱动慢辊,辊轮将薄膜送入加热/烧结炉。在炉子的末端,薄膜被送入驱动快辊中。进料的PTFE薄膜加热并根据快慢辊的线性(表面)速度的比例拉伸。薄膜的膨化发生在区域1或2中,具体取决于工艺条件。出料之前,薄膜在炉中的区域3内完全或部分烧结。然后冷却辊将ePTFE膜冷却至室温,最后将其卷绕在收卷辊上。 烧结在PTFE薄膜在张力状态下进行,以防止纵向收缩,拉伸后的薄膜厚度比较薄,如果后续需要再处理,收卷时便将膜覆在基材之上。 ② 双向拉伸 双向拉伸工艺流程图 双向拉伸,顾名思义,PTFE通过在横向和纵向两个方向上进行拉伸。挤出(并经过压延处理的)PTFE薄膜首先在纵向上单向拉伸,不进行烧结,然后横向拉伸;或者纵向与横向拉伸连续(顺序)进行,或者收卷后单独在张力架下进行横向拉伸。 薄膜拉伸须在PTFE熔点以下进行,这就会导致聚合物分子在拉伸方向上出现部分取向。纵向上展开的薄膜经过双向拉伸后会改善膜的机械强度和孔隙率。双向拉伸的膜可能是各向同性的——即在纵向和横向两个方向上的特性相同,但实际上往往纵向上取向更高。下图展示了顺序拉伸的典型轮廓。 连续双轴方向的典型宽度轮廓(MD:机器方向即纵向) 纵向拉伸完成后,薄膜进入张力架。在张力架的入口处,薄膜被夹子系统夹住,并通过轨道轨迹在宽度方向上拉伸。 张力框架内部 拉伸过程主要在烘烤隧道完成,薄膜在隧道中被加热到PTFE的熔点以下。薄膜进料到张力架后,随着夹子高速分开,PTFE在横向上逐渐被拉伸。因为PTFE膨化所需的异常高拉伸率,边缘夹持必须能够承受大的横向载荷,并高速运行。 张力架由两个水平链轨道组成: ① 通常有三个加热区:预热区、拉伸区和退火区; ② 可调节的轨道宽度; ③ 能够适应不同操作的夹子设计; ④ 处理不同的拉伸条件、宽度和厚度的轨道设计; ⑤ 满足生产所需的温度(≤340℃); 双向拉伸设备 纵向取向的薄膜从一端进入张力架,在加热炉中进行拉伸,此区域中的轨道以指定拉伸率的速度分开,在烧结区轨道达到最大距离,到达冷却区后,轨道稍微靠拢。 虽然ePTFE膜的拉伸制备与聚酯、聚丙烯、聚酰胺、聚苯乙烯和聚酰胺薄膜等膜类的工艺相似,但因为产品特性不同,具体的生产工艺和参数完全不同。 文章来源:平衡的MO法 作者:Jianxing ←立即扫描左边二维码 免费注册Medtec 2024 尊享多重礼遇 推荐阅读 聚展医疗器械新质力量,Medtec 2024免费参观登记开启~ Medtec 2024及同期ADTE展 电子元件组件展品抢先看(一)独家 派瑞林涂层芯轴在球囊导管生产过程中的应用 走近展会现场 #Medtec展会现场回顾 走近 上海久罗机电设备有限公司 ,该公司于2002年在上海注册,是一家集研发、设计、制造、销售及技术服务为一体的生产型现代化企业,率先通过ISO9001国际质量体系认证,符合CE认证,拥有“实用、外观”专利证书。自2004年为医疗器械、医用耗材、医用敷料等企业提供吸塑泡壳和透析纸包装的专用热合设备,并致力以质量优先、服务优先,畅销东南亚、欧洲、美洲、澳洲等地域。 让我们一起回顾Medtec 2023 展台热况,Medtec 2024将于9.25-27日在上海世博展览馆举办,”Medtec医疗器械设计与制造“了解参观详情 Medtec China
联系我们
在线客服
关注我们